|
|
More paper clay articles here
SLIPPING INTO PAPERCLAY.
A Research Paper by Andy Miller (1994)
Introduction
Paperclay, although not new in the ceramics world, has in the past few years been recognised as an extremely versatile medium. The growing popularity and number of artists using paperclay has of course led to new methods of employing paperclay in the sculpture process. I therefore considered it very fortunate timing that while doing a slip-casting course I was introduced to the astounding qualities of paperclay compared to normal clay materials. Slip casting is a well-understood process where a plaster mould is made from a clay master and thereafter many copies can be made. It required no great leap of logic to combine slip casting with paperclay and the result combines the precision of the slip cast shape with the flexibility of paperclay.
Properties of Paperclay
Paperclay's success lies in the interaction of the clay body and fibre at a microstructural level (figs 1 & 2) as Brian Gartside explains in New Zealand Potter, Vol 36 No, 1, "Cellulose fibre is a hollow tube-like structure which is an essential part of plants and trees.... It has an amazing ability to siphon moisture into itself, acting like a sponge. Under magnification clay particles are tiny compared with cellulose fibres. When clay slip and paper pulp are mixed together the platelets of clay are easily syphoned into the fibre tubes." The practical upshot of this is virtual self-bonding clay. Two pieces will, through capillary action, "weld" together by drawing particles of the other into itself, forming an almost instant bond that is much stronger than scoring and wetting. While the shear strength is outstanding the wet join will be firm but not strong until fully dry.
Paperclay, although not new in the ceramics world, has in the past few years been recognised as an extremely versatile medium. The growing popularity and number of artists using paperclay has of course led to new methods of employing paperclay in the sculpture process. I therefore considered it very fortunate timing that while doing a slip-casting course I was introduced to the astounding qualities of paperclay compared to normal clay materials. Slip casting is a well-understood process where a plaster mould is made from a clay master and thereafter many copies can be made. It required no great leap of logic to combine slip casting with paperclay and the result combines the precision of the slip cast shape with the flexibility of paperclay.
Properties of Paperclay
Paperclay's success lies in the interaction of the clay body and fibre at a microstructural level (figs 1 & 2) as Brian Gartside explains in New Zealand Potter, Vol 36 No, 1, "Cellulose fibre is a hollow tube-like structure which is an essential part of plants and trees.... It has an amazing ability to siphon moisture into itself, acting like a sponge. Under magnification clay particles are tiny compared with cellulose fibres. When clay slip and paper pulp are mixed together the platelets of clay are easily syphoned into the fibre tubes." The practical upshot of this is virtual self-bonding clay. Two pieces will, through capillary action, "weld" together by drawing particles of the other into itself, forming an almost instant bond that is much stronger than scoring and wetting. While the shear strength is outstanding the wet join will be firm but not strong until fully dry.

Fig 1 Normal clay slip at approximately 300X magnification. (Curtin University). Note the rough but "sealed" surface which restricts penetration of wet clay.
|

Fig 2 Paperclay at the same magnification, clearly showing the cellulose fibres impregnated with clay particles, allowing liquid clay access to the interior of the clay body.1
|
Paperclay has been in use by ceramicists for approximately 50 years as a means of producing non-warp, non-crack slabs of clay of any thickness, and for a long time that's almost all it was ever used for. There is very little history to be found concerning paperclay as the prime material used in ceramic sculpture and only in the last few years have articles appeared. There is only one book on the subject to my knowledge 1. In my experience, paperclay is totally resistant to cracks developing while drying. Joining can be done at any stage of drying such as wet to wet/ dry/ leather hard. Scoring and wetting are not necessary as all work can be stuck together using liquid paperclay as "glue". It can be poured onto plaster blocks to draw most of the water out and then can be rolled, coiled or even wedged and thrown on a wheel, although some care is needed since basically you are throwing with slip! In addition, it can be left to dry on a plaster slab to produce sheets without needing to use a slab roller. A wooden frame and a spreader (similar to a screen printing rubber) that sits on the top of the frame can produce sheets of precise thicknesses.
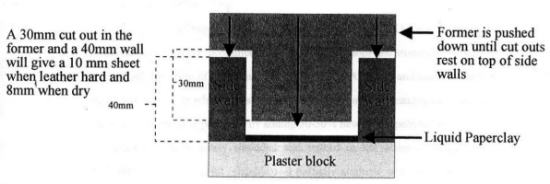
Fig 3 One method for producing sheets of paperclay. Adjusting the depth of the cut in the former alters the thickness of the sheet
Once dry, the sheets of paperclay can be stored on edge indefinitely and used when necessary. Simply soak them in water for 30 minutes to 2 hours depending upon their thickness. Dry paperclay exhibits immense strength and surprising lightness as the water in the paper dries out. When joining a wet or leather hard piece to dry paperclay the moisture is drawn out very fast and the new piece can be handled within minutes with little chance of damage. Unused paperclay can be stored wet, dry of even frozen in plastic bags for any length of time. If leather hard sheets are required for future use simply lay them inside a large garbage bag. Paperclay can also be attached to other types of smooth clays with paperclay glue. In a recent experiment, I used paperclay glue to stick a band of earthenware leather hard paperclay to a dry stoneware bowl. The bowl developed one small crack, which I repaired instinctively with paperclay and fired it to 1000C with no problems. Once pieces are fired they are just as strong, if not stronger, than normal clay while being lighter. The fired piece is no different to normal clay at this point and can be surface treated in any way.
Production of Paperclay
SlipThe production of paperclay is simple and straightforward. The few artists who have written about paperclay recommend the use of wheel slops and trimmings, which is fine provided only one type of clay, is used when throwing. A simple and easy alternative is to use casting slip when wheel slops are not available or a large quantity of paperclay is required. The paperclay is produced by adding 30-50% newspaper pulp to the clay slip. The newspaper should be finely shredded and soaked in hot water overnight, then re-blended until there is no print readable and partially strained, without compression, before it is added to the slip. To avoid the resulting smell of rotting paper pulp in the slip, add a tablespoon of disinfectant when mixing. I use an earthenware slip because it seems less brittle and more tolerant of thermal shock when I apply an artificial patina to the finished pieces. The recipe is given in appendix 1.
In its liquid form it can be poured over any surface that is horizontal and somewhat absorbent. Flat, smooth or textured and patterned surfaces can be used. Graham Hay, who is currently studying at Curtin and introduced me to paperclay, has used wools and loose-fibred twines drawn through a bucket of paperclay, (threading it through a hole drilled in the centre of a large lead sinker will keep it under), then hung up to dry to produce fine strands of paperclay that can be cut to any length. He has also investigated several other additions to the mix in order to achieve different effects, one of which is cooked spaghetti added to the paperclay, which, after bisque firing, is chipped away to reveal what he calls a "white ant" body!
Throwing Paperclay
As mentioned earlier it can be thrown on the wheel with some preparation. First pour the required amount onto a plaster block and let it dry to a little less than leather hard. If it gets too stiff it will tear and crack when wedged. Once wedged, wrap in plastic and leave for several days and you will find the soft lump of sticky slip has become a firm piece of clay. It can now be thrown, however it must be remembered that the paperclay will stress much quicker than usual due to the paper particles compressing under the pressure of the hand movements. I usually only get 2 pulls up before it becomes difficult to handle. I also keep the wall thickness 2 to 3 times thicker than normal.
Moulding Paperclay
Slip casting is a well-known and understood process. Aside from the great production factory using it, there are as many ways of making slip cast moulds as there are artists doing it. Having been taught the traditional 2-piece mould with pour hole method, I could recognise its good and bad qualities. The care taken in producing the master can be compromised when the casting process is begun. The master is supported on a bed of clay that is raised to the midway point of the original and carefully mated to it. At this point, great care must be taken to obtain a smooth seam line without damaging the surface of the original as well as having a smooth flat surface to the clay supporting bed. Once this has been achieved a wall of clay is raised around the master and clay bed to 2-3 cm above the highest point of the master. A plaster mixture is then poured in and allowed to set. Once set, the clay bed is removed and the master, now sitting in the plaster, is turned over and the wall reassembled around it. The plaster is treated with a detergent so that when the second mix of plaster is poured it can be removed when dry without too much trouble. If there is not enough detergent or it is forgotten then not only is the mould ruined but also some damage will be done to the master when it is extracted. This traditional method of slip casting is a simple but time consuming process, which I always disliked. I searched for an alternative and it came, surprisingly, from one of the above-mentioned great production factories. On a tour of its dinnerware production line, I watched a machine produce soup bowls at the rate of at least 30 a minute. It consisted of four moulds of the inside of the bowl sitting on a revolving table. A pre-measured disk of porcelain clay was dropped onto each mould. The table then rotated 1/4 of a turn and a mechanical arm pushed down. In one movement both the inner and outer shape and foot ring was formed and the rim was trimmed. I was amazed at how simple it was and realised how I could use the idea in a kind of reverse way. Instead of forming clay over a mould I would pour plaster over a master but would not need any clay bed for it to sit on. This is a one-piece mould. Placing the master, which is usually not clay but some type of found object like a plastic container or sealed wooden shape, on a sheet of glass coated with a little petroleum jelly so that it will stick to the glass and not shift when the plaster is poured, the only clay required is for a small wall to surround the piece. The master must have no under cuts that will prevent future casts releasing from the mould. The plastic masters are easily removed when the plaster is dry with the use of a lit match to burn and melt one point so the shape will collapse when pulled. Don't heat the plaster too much or cracks could develop. The major advantage of this type of mould is that the poured piece is open to the air and dries faster, which can be accelerated by the use of a paint stripper heat gun, again taking care not to crack the mould.
Another drawback of the slip cast mould is the hole required to pour the slip into the mould. Once the piece is removed from the mould this leaves a hole, which requires cleaning and filling with a smaller hole left for firing purposes. This is not a great problem except that I found when arranging one series of fired slip cast pieces that I couldn't use them in one particular way because of all the ugly holes in the bases. The Cocktail shaker mould was designed to solve this problem. It consists of two one-piece moulds placed "mouth to mouth". The first mould is made as described above and allowed to dry. It is then inverted and a second shape is placed over the mouth of the first. Locating holes are drilled in the first mould, the detergent coating is applied and a clay wall put in place. The plaster is then poured and allowed to set. Once dry, the mould is opened and the masters removed. It is now just a matter of trial and error to work out how much slip, or paperclay, is required to coat the inside of the mould. The paperclay is poured in, (in tests usually about 1/3 to 1/2 of the mould volume), the mould is closed and secured and, as the name suggests, shaken until the paperclay can no longer be heard slopping about in the mould. Note that, if normal slip is used, an arrangement for the pieces should be decided on before they are bisque fired. This is not necessary for paperclay pieces since there is no need for the traditional air hole. One drawback is the time it takes to dry. The mould can be cracked after 2 to 6 hours and drying can then proceed normally. Note that paperclay takes longer to dry in any slip casting mould that normal slip due to the paper content.
I've approached the construction of multi piece moulds in the same manner as one-piece moulds by adjusting the way in which the casting is carried out. Any shape should be possible simply by adjusting either the master's orientation or the steps in pouring the plaster. For example,
Production of Paperclay
SlipThe production of paperclay is simple and straightforward. The few artists who have written about paperclay recommend the use of wheel slops and trimmings, which is fine provided only one type of clay, is used when throwing. A simple and easy alternative is to use casting slip when wheel slops are not available or a large quantity of paperclay is required. The paperclay is produced by adding 30-50% newspaper pulp to the clay slip. The newspaper should be finely shredded and soaked in hot water overnight, then re-blended until there is no print readable and partially strained, without compression, before it is added to the slip. To avoid the resulting smell of rotting paper pulp in the slip, add a tablespoon of disinfectant when mixing. I use an earthenware slip because it seems less brittle and more tolerant of thermal shock when I apply an artificial patina to the finished pieces. The recipe is given in appendix 1.
In its liquid form it can be poured over any surface that is horizontal and somewhat absorbent. Flat, smooth or textured and patterned surfaces can be used. Graham Hay, who is currently studying at Curtin and introduced me to paperclay, has used wools and loose-fibred twines drawn through a bucket of paperclay, (threading it through a hole drilled in the centre of a large lead sinker will keep it under), then hung up to dry to produce fine strands of paperclay that can be cut to any length. He has also investigated several other additions to the mix in order to achieve different effects, one of which is cooked spaghetti added to the paperclay, which, after bisque firing, is chipped away to reveal what he calls a "white ant" body!
Throwing Paperclay
As mentioned earlier it can be thrown on the wheel with some preparation. First pour the required amount onto a plaster block and let it dry to a little less than leather hard. If it gets too stiff it will tear and crack when wedged. Once wedged, wrap in plastic and leave for several days and you will find the soft lump of sticky slip has become a firm piece of clay. It can now be thrown, however it must be remembered that the paperclay will stress much quicker than usual due to the paper particles compressing under the pressure of the hand movements. I usually only get 2 pulls up before it becomes difficult to handle. I also keep the wall thickness 2 to 3 times thicker than normal.
Moulding Paperclay
Slip casting is a well-known and understood process. Aside from the great production factory using it, there are as many ways of making slip cast moulds as there are artists doing it. Having been taught the traditional 2-piece mould with pour hole method, I could recognise its good and bad qualities. The care taken in producing the master can be compromised when the casting process is begun. The master is supported on a bed of clay that is raised to the midway point of the original and carefully mated to it. At this point, great care must be taken to obtain a smooth seam line without damaging the surface of the original as well as having a smooth flat surface to the clay supporting bed. Once this has been achieved a wall of clay is raised around the master and clay bed to 2-3 cm above the highest point of the master. A plaster mixture is then poured in and allowed to set. Once set, the clay bed is removed and the master, now sitting in the plaster, is turned over and the wall reassembled around it. The plaster is treated with a detergent so that when the second mix of plaster is poured it can be removed when dry without too much trouble. If there is not enough detergent or it is forgotten then not only is the mould ruined but also some damage will be done to the master when it is extracted. This traditional method of slip casting is a simple but time consuming process, which I always disliked. I searched for an alternative and it came, surprisingly, from one of the above-mentioned great production factories. On a tour of its dinnerware production line, I watched a machine produce soup bowls at the rate of at least 30 a minute. It consisted of four moulds of the inside of the bowl sitting on a revolving table. A pre-measured disk of porcelain clay was dropped onto each mould. The table then rotated 1/4 of a turn and a mechanical arm pushed down. In one movement both the inner and outer shape and foot ring was formed and the rim was trimmed. I was amazed at how simple it was and realised how I could use the idea in a kind of reverse way. Instead of forming clay over a mould I would pour plaster over a master but would not need any clay bed for it to sit on. This is a one-piece mould. Placing the master, which is usually not clay but some type of found object like a plastic container or sealed wooden shape, on a sheet of glass coated with a little petroleum jelly so that it will stick to the glass and not shift when the plaster is poured, the only clay required is for a small wall to surround the piece. The master must have no under cuts that will prevent future casts releasing from the mould. The plastic masters are easily removed when the plaster is dry with the use of a lit match to burn and melt one point so the shape will collapse when pulled. Don't heat the plaster too much or cracks could develop. The major advantage of this type of mould is that the poured piece is open to the air and dries faster, which can be accelerated by the use of a paint stripper heat gun, again taking care not to crack the mould.
Another drawback of the slip cast mould is the hole required to pour the slip into the mould. Once the piece is removed from the mould this leaves a hole, which requires cleaning and filling with a smaller hole left for firing purposes. This is not a great problem except that I found when arranging one series of fired slip cast pieces that I couldn't use them in one particular way because of all the ugly holes in the bases. The Cocktail shaker mould was designed to solve this problem. It consists of two one-piece moulds placed "mouth to mouth". The first mould is made as described above and allowed to dry. It is then inverted and a second shape is placed over the mouth of the first. Locating holes are drilled in the first mould, the detergent coating is applied and a clay wall put in place. The plaster is then poured and allowed to set. Once dry, the mould is opened and the masters removed. It is now just a matter of trial and error to work out how much slip, or paperclay, is required to coat the inside of the mould. The paperclay is poured in, (in tests usually about 1/3 to 1/2 of the mould volume), the mould is closed and secured and, as the name suggests, shaken until the paperclay can no longer be heard slopping about in the mould. Note that, if normal slip is used, an arrangement for the pieces should be decided on before they are bisque fired. This is not necessary for paperclay pieces since there is no need for the traditional air hole. One drawback is the time it takes to dry. The mould can be cracked after 2 to 6 hours and drying can then proceed normally. Note that paperclay takes longer to dry in any slip casting mould that normal slip due to the paper content.
I've approached the construction of multi piece moulds in the same manner as one-piece moulds by adjusting the way in which the casting is carried out. Any shape should be possible simply by adjusting either the master's orientation or the steps in pouring the plaster. For example,
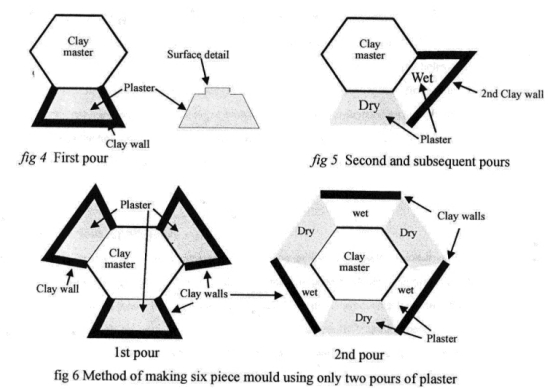
an hexagonal piece with recesses cut into the six flat sides could not have a traditional two piece mould made of it because of the undercuts created by the recesses in the surface of the master. To solve this, the piece is placed vertically and one side only is walled off with clay and the plaster poured. The result is a 4-sided wedge of plaster with the detail of the master on the inner or smallest surface, (fig 4). Leaving the first section in place, the clay wall is made into an L shape and attached from the outside corner of the plaster to the next corner of the master with the first section of the mould forming one wall, (fig 5). This wall is treated with the detergent release agent and the plaster poured. This method could be carried out six times to complete the mould, which would make it a rather lengthy process. Instead, the 1st, 3rd and 5th sides are poured, followed by the 2nd, 4th and 6th when they are dry. One of the sections should have no locating lugs on the surface, as this would prevent easy assembly and disassembly of the mould. Instead, two parallel surfaces of each of the two sections of the mould should have open-ended recesses cut into then that will fill and form lugs when the plaster is poured.
Firing
Firing presents a problem if using an electric kiln. In addition to considering the normal problems involved with the Quartz inversion (where the chemically bonded water is driven out of the clay body at 573ºC), the paper itself begins to burn at 300ºC and produces acrid fumes and smoke, which exit via the bunghole. Safety precautions should therefore be enacted. All doors and windows should be opened to provide ventilation and time spent near the kiln kept to a minimum until it reaches 550-600ºC when all the organic material will have burnt out and the bungs should be closed. Unfortunately this could take a considerable time as the ramp on firing should be shallow to begin with, no more than 50-75ºC per hour up until 300ºC, after which it can be increased to 150ºC per hour up to 600ºC and then 350ºC per hour up to 1100ºC with a 30 minute soak. If using thin slabs, firing can be completed extremely rapidly and crash cooled without risk.2 As firing burns out the paper present, the clay becomes full of microscopic holes that are invisible to the naked eye which allow the clay to "breathe" during firing. Pieces no longer have to be made hollow, or with a pour hole to allow expanding air to escape as it uses the holes and spaces once occupied by the paper to escape. These holes also act as a ready-made anchor point for more paperclay glue in case of breakage. The broken piece can be reattached and refired with no danger.
Various Approaches
Paperclay's forgiving qualities and ease of use lend itself to construction type hand building. Brian Gartside has taken advantage of paperclay's sheet forming abilities in his nautical works like "Frigate" and "Pastel in Drydock" producing large free standing boat or ship shapes out of semi circular sheets and spindly legs of paperclay. Looking much too heavy, the large superstructure adds tension and excitement to the pieces. Gartside also uses press and slip moulds to produce various shapes from free standing narrative slabs to paperclay teacups. Any kind of found object can be pressed into wet paperclay, although Gartside stresses that only fired or glazed ceramic objects be used if a refiring is planned.
Graham Hay approaches his work and paperclay from a different perspective. He sees paperclay as a medium that allows him to do mark making in 3 dimensions. (G Hay, per com August/September, 1994), hence the strings of long thin paperclay floating above white plaster bases. Hay's work also incorporates, rather appropriately, architectural elements and structural solutions in dealing with a series of pieces on society's perception of institutions as the buildings and not the staff and bureaucracy within them. Some, being tall and spindly, float on 5mm by 30mm legs, 2 to 3 feet above the ground, giving them a "castles in the sky" feel which amply demonstrates the versatility of paperclay construction.
The advantages of using a slip casting mould, whether using paperclay or normal slip, far outweigh the time and effort involved in producing the master mould. Once complete the mould can be used indefinitely as long as care is taken when handled. My own work consists of paperclay spheres with straps and rivets made out of paperclay. The straps with rivets attached were cast in a one piece mould, while the rivets were made by casting a flat sheet of plaster 2.5 cm thick and using a drill press to drill a series of holes to a set depth. These were then filled with paperclay from a plastic sauce bottle and allowed to dry. The result is hundreds of rivets that can be glued to any part of the sculpture. Having completed my own sets of moulds I began a production line set up. I cast and recast pieces that allowed me to assemble small pieces at the rate of one every two to four hours.
In an effort to supply the reader with as much information on paperclay construction methods as possible I will describe the work I know best - my own. My approach to paperclay, as the more astute reader may have noticed, is through the use of slip casting moulds. By using several moulds I can produce a supply of "parts" for my sculptures and, as the pieces I produce bear a strong resemblance to machines, I have set up a mini assembly line to produce them. Using 4 different spheres, several leg and mounting moulds as well as detail moulds like feet and rivets, a newly cast sphere is matched to a set of legs, (anywhere from 1 to 6 so far), and basic assembly begun. As I use 2 piece moulds for the spheres, a hole is cut out of the surface, which takes the pour hole with it. This new larger hole can then either have a light mounted in it or it can be turned downwards to form the base of a legless piece depending on how much care was taken when cutting the hole. Cutting holes in a sphere of green clay may seem a bit daunting but, remembering paperclay's amazing strength and its cardboard-like consistency when dry, I found that a circular hole cutter, like the type used by graphic artists, is an invaluable tool. I also use razor sharp craft knives instead of any old blunt thing that we ceramic artists are likely to pick up and use. Remember, paperclay is full of fibres, wet or dry, so if you don't want a rough torn edge use a sharp knife.
Once the hole or holes are cut, the rough design for the placement of the paperclay straps and found objects is pencilled onto the surface. The circular band that goes around the hole in the sphere is cut from a leather hard sheet of paperclay using the hole's diameter as the inside measurement and then, keeping the same centre point, enlarging the diameter by 1cm and cutting a second hole. The resulting ring of paperclay is glued onto the sphere around the hole. If the piece has any legs these are attached simply by cutting the top off the leg and smoothing around the opening so that all that remains is a clean ring of paperclay that can be mated to the sphere at any angle. Straps of leather paperclay are cut 1cm wide and glued in place according to the pencil marks. Any recesses, holes or attachment points are made at this point and then the piece is put aside to dry for several hours. This is done because the dry sphere will draw the water out of the strap rapidly and a small amount of shrinkage will result where the strap joins the surface. These cracks can then be filled with thick glue, although this can be messy so I use leather paperclay that is wedged into a soft putty-like consistency and trowelled into the cracks in the same way. A drop of water will help smooth the join over. This may have to de done more than once. The next stage is to apply the rivets to the straps and this is a long slow process as they are glued on one by one using tweezers. After a final fitting of the found objects and a check for any marks on the surface or rivets having been knocked off, the piece is ready for bisque firing. Once the piece is fired a chemical patina is applied to the surface. This requires a metal base coat to build up on, so I spray a saturated copper slip on to each piece that consist of 65% copper carbonate or copper oxide, 20% Soda Feldspar and 15% ball Clay. The pieces are then placed in the kiln and fired to the following program:
75ºC per hour to 300ºC = 4 hours
150ºC per hour to 600ºC = 2 hours
250ºC per hour to 1000ºC = 1 hour 36 min
30 min soak at 1000ºC = 30 min
Total firing time 8 hours 6 min
Once firing has concluded, the kiln is cracked and the pieces can be removed from 2 to 6 hours later. The copper carbonate has turned black and the piece is ready for patination. First it is heated with a blowtorch. I do this on a banding wheel with a piece of broken kiln shelf for the work to sit on. The piece is spun slowly and heated with the torch, care being taken not to play the torch on any area too long or cracks might develop. Although, I might add that several of the pieces I've done have cracked under the torch with no ill effect: another advantage of paperclay? And another mystery to solve. As the flame heats the surface, small flashes of white on the body indicate it is hot enough to apply the chemicals, these being copper nitrate, ferric chloride and stannous chloride. These give blue/green, red and a velvety green colour and texture respectively. They are mixed with bakers soldering solution and applied using a plastic spray bottle. The heat is then reapplied and this is repeated until certain indicator colours are seen. At this point the treatment is stopped and the piece put aside. The colour gradually develops over a few days. The pieces are then finished off by having 240-volt lamps mounted in them.
Conclusion
The real strength of paperclay is its versatility and adaptability. It can be joined to itself at any stage and retain strength no matter how wet or dry. Half completed work can be left for months or years uncovered and dry and be added to or broken and repositioned. Paperclay in a liquid state is used for the glue and even it can be adapted to suit requirements: thick - as a straightforward bond former, or extremely thin where delicate work is in progress, as it will seep into the space between the pieces and form a strong bond with no smearing to mar the work. Liquid paperclay can be poured and cut to shape and then left to dry before work begins. Finishing the piece is then as easy as gluing cardboard together, with the added advantage of it being in three dimensions. By casting and storing sheets of green clay, once work begins on a piece it can be completed in a matter of hours without the pressures of keeping certain areas moist while having to work around external supports. Also, because up to 50% of the clay is substituted with paper, in its pre-fired state it is light but strong and some pieces may not even need bisque firing. "After bisque firing the appearance and texture are normal in every way. The fired clay looks and acts as clay always does. The minute spaces formerly occupied by the cellulose fibres cannot be seen by the naked eye and the only noticeable difference will be a lightness in weight..."(Gartside, 1994)
Rosette Gault's book is eagerly awaited by both Graham Hay and myself, as the subtitle "A Studio Companion" promises not only more views of her work but perhaps some new methods of working with paperclay. Paperclay's ability to produce perfect sheets of clay has blinded many ceramic artists to the other possibilities it presents us with. Many new works are being produced with paperclay but I've see few that are anything but sheets cut, stacked, layered, glued, rolled, bent or positioned in some other manner to produce a piece of work. While I see no problem with that approach and there are some stunning works out there, I feel that full exploitation of paperclay's advantages is being neglected. As far as I am aware, I am the only person working with slip casting moulds and paperclay and use very few flat sheets or surfaces. Using slip-casting moulds with paperclay has eliminated many problems while creating a few others.
The versatility of paperclay cannot be overstated. We have at our disposal a medium that is simple to make and even simpler to use. No skill at all is needed except for imagination. If you can glue two pieces of paper together then you can create art. I believe that paperclay, once it is more widely known, is going to change the face of contemporary ceramics, as we know it.
Appendix 1: Slip Recipe
The slip is prepared to the following recipe developed by Jenny Sullivan, the former ceramics technician at Edith Cowan for slip casting.
FX Ball Clay 6 kgs BBR Caolin 5 kgs Silica (300 mesh) 6 kgs Fine Cullet (Glass) 3 kgs Water 10 Lts Sodium Silicate 70 gms Dispex (Liquid) 70 gms These amounts can be doubled or halved to get the required amount of slip.
SAFETY NOTE: Silica is TOXIC and a mask should be worn when preparing slip.
Once the slip is prepared, it is sieved through a 60-mesh screen into the mixing bucket. The pulp is then added and mixed thoroughly. The still wet fibres draw slip in immediately and thus the mixture can be used straight away, however it should be left to stand for 30 minutes to ensure total saturation of the fibres.
Appendix 2: Test Results
This series of tests was conducted to answer four questions:
What is the optimum mix of paper pulp to add to the earthenware slip (from appendix 1)?
What are the shrinkage rates of the different mixes of paperclay, both leather hard and Bisque?
Can fired paperclay be reglued and refired?
Can solid shapes be fired? (In this case a 60mm ball fired to 1000ºC at 200ºC per hour to see if it could also survive such a rapid rate of temperature rise.)
Shrinkage Test
Paperclay Pulp Mix Poured Size (mm) Leather hard Size (mm) Dried Size (mm) Bisque Size (mm) Length % Shrinkage
10% 100 x 50 x 10 98 x 48 x 7 96 x 47 x 8 92 x 45 x 6 8
15% 100 x 50 x 10 98 x 48 x 9 93 x 46 x 9 90 x 45 x 8 10
20% 100 x 50 x 10 98 x 48 x 8.5 94 x 47 x 8 90 x 46 x 7 10
25% 100 x 50 x 10 98 x 48 x 9 92 x 47 x 8 92 x 45 x 7 8
30% 100 x 50 x 10 98 x 48 x 8.5 94 x 43 x 8 90 x 45 x 7 10
35% 100 x 50 x 10 98 x 48 x 9 92 x 46 x 7.5 90 x 46 x 7 10
40% 100 x 50 x 10 99 x 49 x 8.5 94 x 47 x 6 92 x 46 x 6 8
45% 100 x 50 x 10 98.5 x 49 x 8 93 x 45 x 7 93 x 45 x 6 7
50% 100 x 50 x 10 98 x 49 x 8 92 x 47 x 8 91 x 45 x 7.5 9
Refiring Test
Two pieces of each paper pulp mix were fired then broken. One was reglued using glue of the same consistency as the original mix. The other was reglued using 30% paper pulp glue. All pieces failed to rebond after refiring. This test is not conclusive since the reglueing technique may have been at fault.
Solid Ball Test
A 60 mm diameter solid ball of wet paperclay of each % mix was fired at 150ºC/hr to 300ºC, then 250ºC/hr to 600ºC, then 350ºC/hr to 1000ºC. Also in the firing was a control ball made of wet slip containing no paper pulp. The control ball exploded in the kiln, balls with 10, 15, 20 and 25% paper pulp had a large flake break off during firing, interestingly the flake came off where the percentage number was scored into the surface. This leads me to believe the scoring created a funnel, which allowed the steam to escape a greater velocity and thus damage the ball. The remaining balls showed no sign of damage.
Footnotes
1. "Paperclay for Ceramic Sculptors, A Studio Companion" Rosette Gault, Published 1994
2. If firing thin slabs or delicate work, the bisque firing can be programmed at 250ºC/hr to 200º then 350ºC/hr to 1100ºC with a 30-minute soak. Switch off kiln and crack the door.
Bibliography
Caplan, Jerry. (1994). Paper/Clay Again. New Zealand Potter, 36 (1), 18.
Gartside, Brian. (1993). ...Mix What with Clay? New Zealand Potter, 35 (1), 32.
Gartside, Brian. (1994). Suitcase Art. New Zealand Potter, 36, (1), 17.
Hay, Graham. (1994). Paperclay, (Handout for paperclay workshop at Edith Cowan University)
Hay, Graham (1994) personal communication, March to September 1994
Rassell, Jennie. (1993). Paper Clay, Rosette Galt at NCECA, San Diego 1993. New Zealand Potter, 35 (2), 20.
More paper clay articles
Firing
Firing presents a problem if using an electric kiln. In addition to considering the normal problems involved with the Quartz inversion (where the chemically bonded water is driven out of the clay body at 573ºC), the paper itself begins to burn at 300ºC and produces acrid fumes and smoke, which exit via the bunghole. Safety precautions should therefore be enacted. All doors and windows should be opened to provide ventilation and time spent near the kiln kept to a minimum until it reaches 550-600ºC when all the organic material will have burnt out and the bungs should be closed. Unfortunately this could take a considerable time as the ramp on firing should be shallow to begin with, no more than 50-75ºC per hour up until 300ºC, after which it can be increased to 150ºC per hour up to 600ºC and then 350ºC per hour up to 1100ºC with a 30 minute soak. If using thin slabs, firing can be completed extremely rapidly and crash cooled without risk.2 As firing burns out the paper present, the clay becomes full of microscopic holes that are invisible to the naked eye which allow the clay to "breathe" during firing. Pieces no longer have to be made hollow, or with a pour hole to allow expanding air to escape as it uses the holes and spaces once occupied by the paper to escape. These holes also act as a ready-made anchor point for more paperclay glue in case of breakage. The broken piece can be reattached and refired with no danger.
Various Approaches
Paperclay's forgiving qualities and ease of use lend itself to construction type hand building. Brian Gartside has taken advantage of paperclay's sheet forming abilities in his nautical works like "Frigate" and "Pastel in Drydock" producing large free standing boat or ship shapes out of semi circular sheets and spindly legs of paperclay. Looking much too heavy, the large superstructure adds tension and excitement to the pieces. Gartside also uses press and slip moulds to produce various shapes from free standing narrative slabs to paperclay teacups. Any kind of found object can be pressed into wet paperclay, although Gartside stresses that only fired or glazed ceramic objects be used if a refiring is planned.
Graham Hay approaches his work and paperclay from a different perspective. He sees paperclay as a medium that allows him to do mark making in 3 dimensions. (G Hay, per com August/September, 1994), hence the strings of long thin paperclay floating above white plaster bases. Hay's work also incorporates, rather appropriately, architectural elements and structural solutions in dealing with a series of pieces on society's perception of institutions as the buildings and not the staff and bureaucracy within them. Some, being tall and spindly, float on 5mm by 30mm legs, 2 to 3 feet above the ground, giving them a "castles in the sky" feel which amply demonstrates the versatility of paperclay construction.
The advantages of using a slip casting mould, whether using paperclay or normal slip, far outweigh the time and effort involved in producing the master mould. Once complete the mould can be used indefinitely as long as care is taken when handled. My own work consists of paperclay spheres with straps and rivets made out of paperclay. The straps with rivets attached were cast in a one piece mould, while the rivets were made by casting a flat sheet of plaster 2.5 cm thick and using a drill press to drill a series of holes to a set depth. These were then filled with paperclay from a plastic sauce bottle and allowed to dry. The result is hundreds of rivets that can be glued to any part of the sculpture. Having completed my own sets of moulds I began a production line set up. I cast and recast pieces that allowed me to assemble small pieces at the rate of one every two to four hours.
In an effort to supply the reader with as much information on paperclay construction methods as possible I will describe the work I know best - my own. My approach to paperclay, as the more astute reader may have noticed, is through the use of slip casting moulds. By using several moulds I can produce a supply of "parts" for my sculptures and, as the pieces I produce bear a strong resemblance to machines, I have set up a mini assembly line to produce them. Using 4 different spheres, several leg and mounting moulds as well as detail moulds like feet and rivets, a newly cast sphere is matched to a set of legs, (anywhere from 1 to 6 so far), and basic assembly begun. As I use 2 piece moulds for the spheres, a hole is cut out of the surface, which takes the pour hole with it. This new larger hole can then either have a light mounted in it or it can be turned downwards to form the base of a legless piece depending on how much care was taken when cutting the hole. Cutting holes in a sphere of green clay may seem a bit daunting but, remembering paperclay's amazing strength and its cardboard-like consistency when dry, I found that a circular hole cutter, like the type used by graphic artists, is an invaluable tool. I also use razor sharp craft knives instead of any old blunt thing that we ceramic artists are likely to pick up and use. Remember, paperclay is full of fibres, wet or dry, so if you don't want a rough torn edge use a sharp knife.
Once the hole or holes are cut, the rough design for the placement of the paperclay straps and found objects is pencilled onto the surface. The circular band that goes around the hole in the sphere is cut from a leather hard sheet of paperclay using the hole's diameter as the inside measurement and then, keeping the same centre point, enlarging the diameter by 1cm and cutting a second hole. The resulting ring of paperclay is glued onto the sphere around the hole. If the piece has any legs these are attached simply by cutting the top off the leg and smoothing around the opening so that all that remains is a clean ring of paperclay that can be mated to the sphere at any angle. Straps of leather paperclay are cut 1cm wide and glued in place according to the pencil marks. Any recesses, holes or attachment points are made at this point and then the piece is put aside to dry for several hours. This is done because the dry sphere will draw the water out of the strap rapidly and a small amount of shrinkage will result where the strap joins the surface. These cracks can then be filled with thick glue, although this can be messy so I use leather paperclay that is wedged into a soft putty-like consistency and trowelled into the cracks in the same way. A drop of water will help smooth the join over. This may have to de done more than once. The next stage is to apply the rivets to the straps and this is a long slow process as they are glued on one by one using tweezers. After a final fitting of the found objects and a check for any marks on the surface or rivets having been knocked off, the piece is ready for bisque firing. Once the piece is fired a chemical patina is applied to the surface. This requires a metal base coat to build up on, so I spray a saturated copper slip on to each piece that consist of 65% copper carbonate or copper oxide, 20% Soda Feldspar and 15% ball Clay. The pieces are then placed in the kiln and fired to the following program:
75ºC per hour to 300ºC = 4 hours
150ºC per hour to 600ºC = 2 hours
250ºC per hour to 1000ºC = 1 hour 36 min
30 min soak at 1000ºC = 30 min
Total firing time 8 hours 6 min
Once firing has concluded, the kiln is cracked and the pieces can be removed from 2 to 6 hours later. The copper carbonate has turned black and the piece is ready for patination. First it is heated with a blowtorch. I do this on a banding wheel with a piece of broken kiln shelf for the work to sit on. The piece is spun slowly and heated with the torch, care being taken not to play the torch on any area too long or cracks might develop. Although, I might add that several of the pieces I've done have cracked under the torch with no ill effect: another advantage of paperclay? And another mystery to solve. As the flame heats the surface, small flashes of white on the body indicate it is hot enough to apply the chemicals, these being copper nitrate, ferric chloride and stannous chloride. These give blue/green, red and a velvety green colour and texture respectively. They are mixed with bakers soldering solution and applied using a plastic spray bottle. The heat is then reapplied and this is repeated until certain indicator colours are seen. At this point the treatment is stopped and the piece put aside. The colour gradually develops over a few days. The pieces are then finished off by having 240-volt lamps mounted in them.
Conclusion
The real strength of paperclay is its versatility and adaptability. It can be joined to itself at any stage and retain strength no matter how wet or dry. Half completed work can be left for months or years uncovered and dry and be added to or broken and repositioned. Paperclay in a liquid state is used for the glue and even it can be adapted to suit requirements: thick - as a straightforward bond former, or extremely thin where delicate work is in progress, as it will seep into the space between the pieces and form a strong bond with no smearing to mar the work. Liquid paperclay can be poured and cut to shape and then left to dry before work begins. Finishing the piece is then as easy as gluing cardboard together, with the added advantage of it being in three dimensions. By casting and storing sheets of green clay, once work begins on a piece it can be completed in a matter of hours without the pressures of keeping certain areas moist while having to work around external supports. Also, because up to 50% of the clay is substituted with paper, in its pre-fired state it is light but strong and some pieces may not even need bisque firing. "After bisque firing the appearance and texture are normal in every way. The fired clay looks and acts as clay always does. The minute spaces formerly occupied by the cellulose fibres cannot be seen by the naked eye and the only noticeable difference will be a lightness in weight..."(Gartside, 1994)
Rosette Gault's book is eagerly awaited by both Graham Hay and myself, as the subtitle "A Studio Companion" promises not only more views of her work but perhaps some new methods of working with paperclay. Paperclay's ability to produce perfect sheets of clay has blinded many ceramic artists to the other possibilities it presents us with. Many new works are being produced with paperclay but I've see few that are anything but sheets cut, stacked, layered, glued, rolled, bent or positioned in some other manner to produce a piece of work. While I see no problem with that approach and there are some stunning works out there, I feel that full exploitation of paperclay's advantages is being neglected. As far as I am aware, I am the only person working with slip casting moulds and paperclay and use very few flat sheets or surfaces. Using slip-casting moulds with paperclay has eliminated many problems while creating a few others.
The versatility of paperclay cannot be overstated. We have at our disposal a medium that is simple to make and even simpler to use. No skill at all is needed except for imagination. If you can glue two pieces of paper together then you can create art. I believe that paperclay, once it is more widely known, is going to change the face of contemporary ceramics, as we know it.
Appendix 1: Slip Recipe
The slip is prepared to the following recipe developed by Jenny Sullivan, the former ceramics technician at Edith Cowan for slip casting.
FX Ball Clay 6 kgs BBR Caolin 5 kgs Silica (300 mesh) 6 kgs Fine Cullet (Glass) 3 kgs Water 10 Lts Sodium Silicate 70 gms Dispex (Liquid) 70 gms These amounts can be doubled or halved to get the required amount of slip.
SAFETY NOTE: Silica is TOXIC and a mask should be worn when preparing slip.
Once the slip is prepared, it is sieved through a 60-mesh screen into the mixing bucket. The pulp is then added and mixed thoroughly. The still wet fibres draw slip in immediately and thus the mixture can be used straight away, however it should be left to stand for 30 minutes to ensure total saturation of the fibres.
Appendix 2: Test Results
This series of tests was conducted to answer four questions:
What is the optimum mix of paper pulp to add to the earthenware slip (from appendix 1)?
What are the shrinkage rates of the different mixes of paperclay, both leather hard and Bisque?
Can fired paperclay be reglued and refired?
Can solid shapes be fired? (In this case a 60mm ball fired to 1000ºC at 200ºC per hour to see if it could also survive such a rapid rate of temperature rise.)
Shrinkage Test
Paperclay Pulp Mix Poured Size (mm) Leather hard Size (mm) Dried Size (mm) Bisque Size (mm) Length % Shrinkage
10% 100 x 50 x 10 98 x 48 x 7 96 x 47 x 8 92 x 45 x 6 8
15% 100 x 50 x 10 98 x 48 x 9 93 x 46 x 9 90 x 45 x 8 10
20% 100 x 50 x 10 98 x 48 x 8.5 94 x 47 x 8 90 x 46 x 7 10
25% 100 x 50 x 10 98 x 48 x 9 92 x 47 x 8 92 x 45 x 7 8
30% 100 x 50 x 10 98 x 48 x 8.5 94 x 43 x 8 90 x 45 x 7 10
35% 100 x 50 x 10 98 x 48 x 9 92 x 46 x 7.5 90 x 46 x 7 10
40% 100 x 50 x 10 99 x 49 x 8.5 94 x 47 x 6 92 x 46 x 6 8
45% 100 x 50 x 10 98.5 x 49 x 8 93 x 45 x 7 93 x 45 x 6 7
50% 100 x 50 x 10 98 x 49 x 8 92 x 47 x 8 91 x 45 x 7.5 9
Refiring Test
Two pieces of each paper pulp mix were fired then broken. One was reglued using glue of the same consistency as the original mix. The other was reglued using 30% paper pulp glue. All pieces failed to rebond after refiring. This test is not conclusive since the reglueing technique may have been at fault.
Solid Ball Test
A 60 mm diameter solid ball of wet paperclay of each % mix was fired at 150ºC/hr to 300ºC, then 250ºC/hr to 600ºC, then 350ºC/hr to 1000ºC. Also in the firing was a control ball made of wet slip containing no paper pulp. The control ball exploded in the kiln, balls with 10, 15, 20 and 25% paper pulp had a large flake break off during firing, interestingly the flake came off where the percentage number was scored into the surface. This leads me to believe the scoring created a funnel, which allowed the steam to escape a greater velocity and thus damage the ball. The remaining balls showed no sign of damage.
Footnotes
1. "Paperclay for Ceramic Sculptors, A Studio Companion" Rosette Gault, Published 1994
2. If firing thin slabs or delicate work, the bisque firing can be programmed at 250ºC/hr to 200º then 350ºC/hr to 1100ºC with a 30-minute soak. Switch off kiln and crack the door.
Bibliography
Caplan, Jerry. (1994). Paper/Clay Again. New Zealand Potter, 36 (1), 18.
Gartside, Brian. (1993). ...Mix What with Clay? New Zealand Potter, 35 (1), 32.
Gartside, Brian. (1994). Suitcase Art. New Zealand Potter, 36, (1), 17.
Hay, Graham. (1994). Paperclay, (Handout for paperclay workshop at Edith Cowan University)
Hay, Graham (1994) personal communication, March to September 1994
Rassell, Jennie. (1993). Paper Clay, Rosette Galt at NCECA, San Diego 1993. New Zealand Potter, 35 (2), 20.
More paper clay articles